




A new grain processing set up at Bonnington Mains Farm has helped speed up harvest by one week, according to Alistair Robertson who invested in the new set-up.
BDC Systems, working closely with d.m.i. Mechanical Engineers (now part of McArthur Agriculture), installed the unit for Mr Robertson, who farms a large arable unit which includes winter wheat, oilseed rape and winter barley, at the farm near Kirknewton, Midlothian.
“Our drier was nearing the end of its life, unable to cope with an increase in capacity and was part of an outdated system,” said Mr Robertson.
“We had to handle grain several times before the grain went into store or on to the lorry to be sold,” he explained. “We were tipping wet grain at other sites, then bringing it to the drier and then taking it from the drier to other sheds. All of which was extremely time consuming and an expensive use of labour.”
Having long-standing and trusted relationships with BDC Systems’, John Wilson and d.m.i.’s George Brown, Mr Robertson approached them to design and develop the new grain processing plant.
“They have delivered a new processing plant that ‘bang-on’ delivers what we needed and it was up and running for harvest 2021,” said Mr Robertson.
Once designs were approved, the new plant building was constructed by Thorburn Group, directed by Alistair Thorburn, with all of the required electrics handled by John Noble, of Bonnyrigg – both trusted members of the overall team involved with constructing the new plant.
From the field, grain now enters the new plant via a 14m Skandia I-line 60-tonne per hour trench intake, then transferred to an Aagaard Aspirator (AF40) pre-cleaner before moving to a Zanin (PPR4/9) rotary cleaner. All trash and screenings are transferred to a dust house.
Once cleaned, the grain is transported to and from a Svegma (SV 6/5 38tph) continuous flow drier which is fitted with a turbo clean dust extraction system, via three Skandia I-Line 60tph belt and bucket elevators and five Skandia I-Line 60tph chain and flight conveyors. Any overflow is fed back into the system to be processed.
A Skandia 60tph belt conveyor runs along the length of the new grain store and is fitted with a tripper discharge with a key fob remote control to stop the conveyor when necessary to allow grain to be discharged where required.
The plant has been designed so that there are several options as to how the grain is handled. For instance, the grain can by-pass the rotary cleaner and go straight to the drier, or go directly from the pre-cleaner to the store depending on conditions.
Because of the often wet harvest conditions in Scotland, Mr Robertson installed BDC Systems’ Moisture Monitoring System (MMS) to ensure the moisture content of grain as it goes into and out of the Svegma drier, was constantly monitored.
The MMS sits on the wet grain intake elevator and a grain sample is taken before it enters the drier and another sample is then taken from the dry elevator as the grain exits the drier.
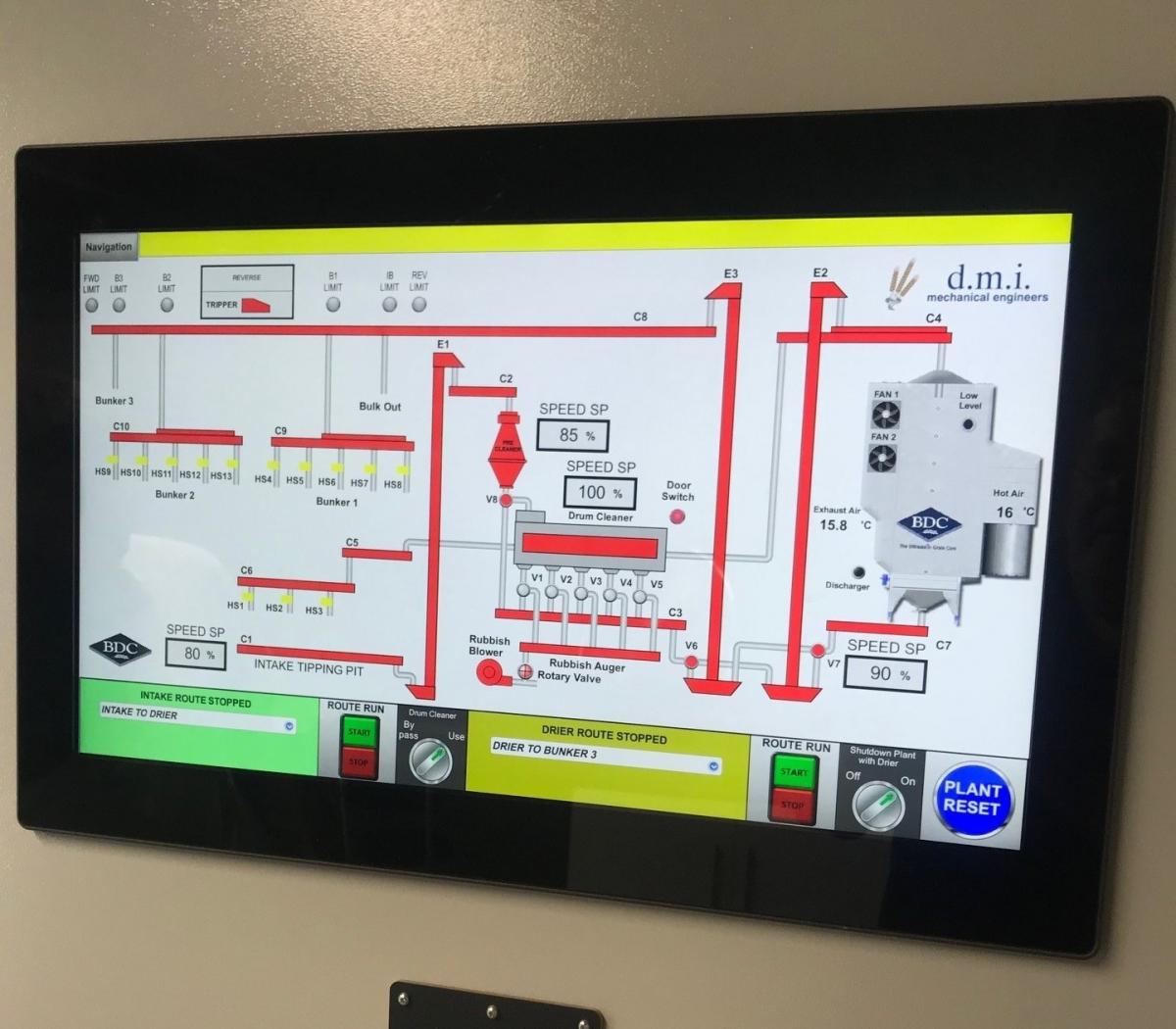
The entire plant is controlled by a BDC Systems PLC control panel with a 21-inch touch screen. Crucially, the plant can be controlled remotely via a smart phone, or tablet so there is no need for anyone to be continuously at the plant.
The ability to pre-configure the MMS to automatically send text and/or email alerts, should the mc fall above or below predefined maximum and minimum levels, enables the necessary adjustments to be made remotely and swiftly to restore mc to the required levels.
Being able to adjust the grain drier settings remotely ensures that it is optimised to maintain the correct mc, helping to reduce the current spiralling energy costs.
“Despite last year being a bit of a learning curve around the new plant, harvest was easier, quicker, more productive and efficient handling. With the increased capacity, we shaved one week off the time it would previously have taken us,” added Mr Robertson.
“Last harvest was fairly dry but I can see how the new plant will be of huge benefit to us when the weather is wet.”



Comments: Our rules
We want our comments to be a lively and valuable part of our community - a place where readers can debate and engage with the most important local issues. The ability to comment on our stories is a privilege, not a right, however, and that privilege may be withdrawn if it is abused or misused.
Please report any comments that break our rules.
Read the rules here